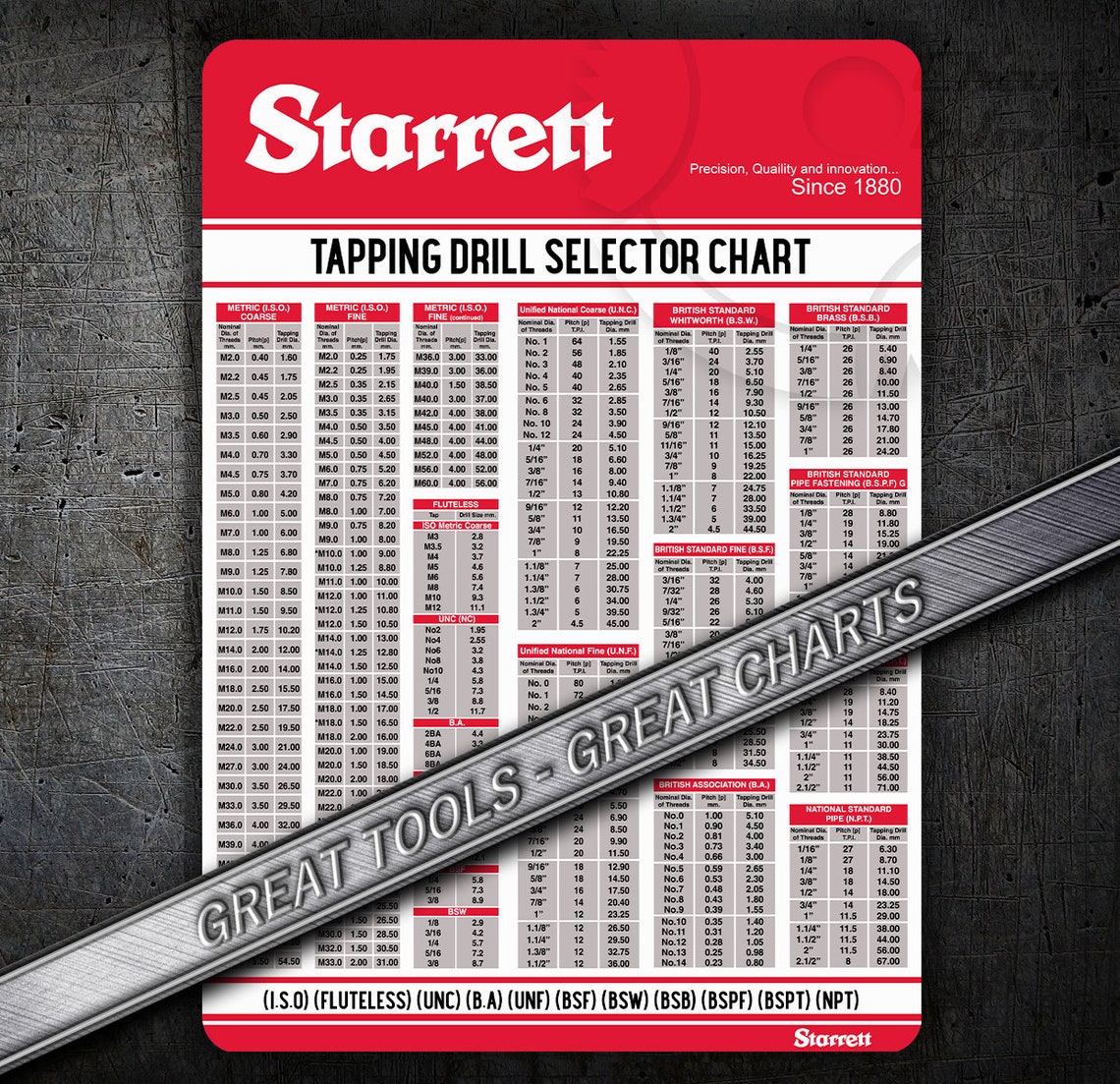
Drill and Tap Specifications
The Starrett Drill and Tap Chart provides a comprehensive list of drills and taps, including their sizes, specifications, and applications. This chart is an invaluable resource for machinists, engineers, and anyone working with metal.
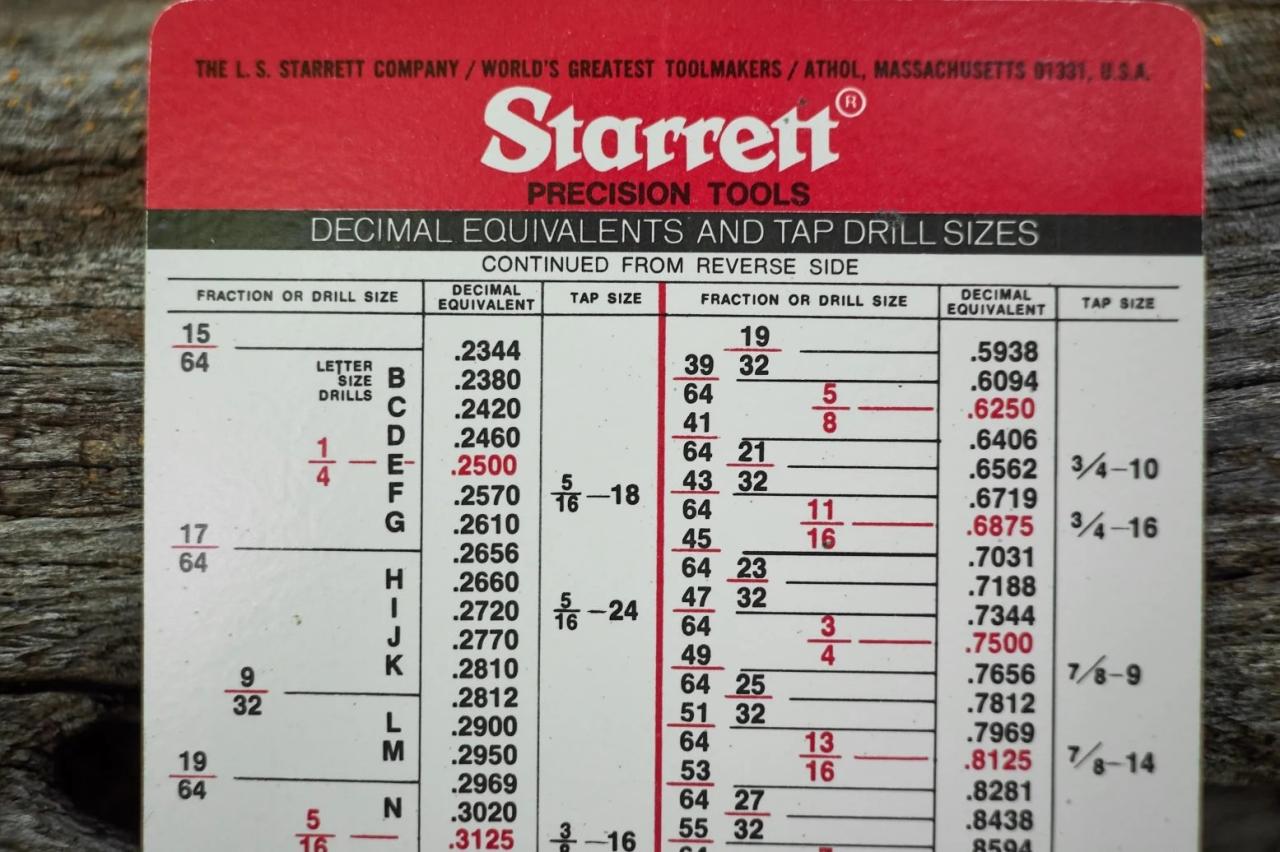
Drill Sizes
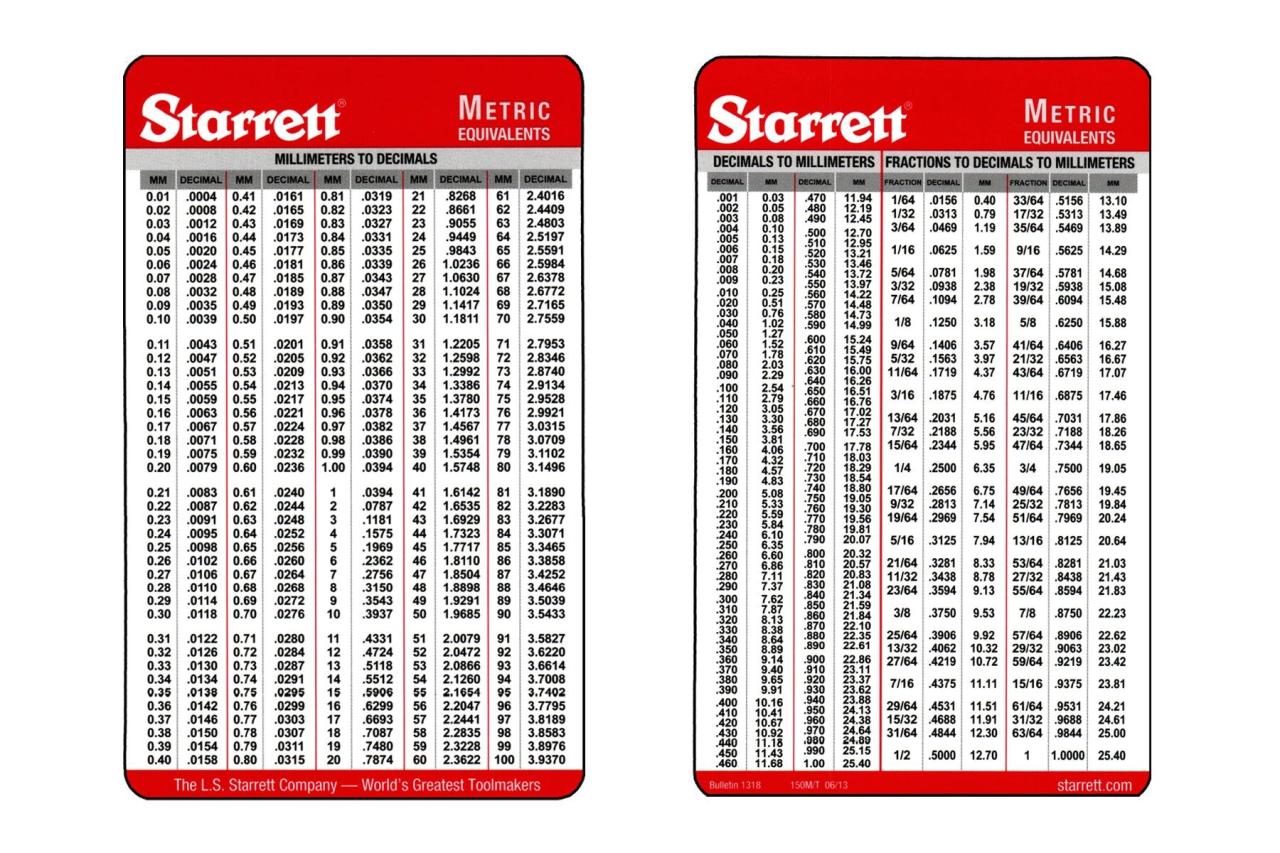
- Drill sizes are typically specified by their diameter, which is measured in inches or millimeters.
- The chart includes a wide range of drill sizes, from very small sizes used for delicate work to larger sizes used for heavy-duty applications.
- When selecting a drill size, it is important to consider the size of the hole you need to create, as well as the material you are drilling.
Tap Sizes
- Tap sizes are also specified by their diameter, but they are also characterized by their thread pitch, which is the distance between the threads.
- The chart includes a variety of tap sizes, with different thread pitches to accommodate different applications.
- When selecting a tap size, it is important to consider the size of the screw or bolt you want to use, as well as the material you are tapping.
Thread Specifications, Starrett drill and tap chart
- The chart also includes information on thread specifications, such as the number of threads per inch (TPI) and the thread form.
- Thread specifications are important because they determine the compatibility of different screws, bolts, and nuts.
- When selecting a thread specification, it is important to consider the application and the materials involved.
Material Compatibility
The Starrett Drill and Tap Chart provides comprehensive information on drill and tap sizes for a wide range of materials. Understanding the compatibility between drills and taps and the materials they are used on is crucial for ensuring accurate and efficient drilling and tapping operations.
Different materials possess varying properties, such as hardness, strength, and machinability, which influence the selection of appropriate drills and taps. The chart covers a diverse range of materials, including:
Steel
- Steel is a common material used in various applications due to its strength and durability.
- Drills and taps for steel should be made of high-speed steel (HSS) or cobalt-based materials to withstand the material’s hardness.
Aluminum
- Aluminum is a lightweight and corrosion-resistant material often used in aerospace and automotive industries.
- Drills and taps for aluminum should be made of materials such as HSS or titanium nitride-coated (TiN) tools to ensure clean cuts and prevent material buildup.
Plastic
- Plastics encompass a wide range of materials with varying properties, from soft and flexible to hard and brittle.
- Drills and taps for plastic should be made of materials that minimize melting or chipping of the material, such as HSS or carbide.
Hole Preparation and Tapping Procedure
Preparing a hole for tapping involves a series of steps to ensure a clean and accurate thread. Once the hole is prepared, the tapping process involves using a tap to cut threads into the hole.
Hole Preparation
- Center Punch:Mark the exact location of the hole using a center punch.
- Drill Pilot Hole:Use a drill bit slightly smaller than the tap size to create a pilot hole.
- Deburr and Clean:Remove any burrs or debris from the hole using a deburring tool or brush.
Tapping
- Apply Cutting Fluid:Apply a cutting fluid to the tap and hole to reduce friction and improve thread quality.
- Use a Tap Wrench:Hold the tap securely using a tap wrench and rotate it clockwise.
- Tap Gradually:Advance the tap slowly and steadily, backing it out periodically to clear chips.
- Check Thread Depth:Use a thread gauge to ensure the threads are cut to the correct depth.
Troubleshooting Common Issues

Drilling and tapping processes can occasionally encounter problems. Understanding potential issues and their solutions can minimize disruptions and ensure successful outcomes.
Common issues during drilling and tapping include broken taps, misaligned holes, and tapping difficulties. Here are some solutions and recommendations for addressing these problems:
Broken Taps
- Use a tap wrench or tapping machine to apply proper torque.
- Ensure the tap is sharp and free of debris.
- Use a tapping fluid or lubricant to reduce friction and prevent overheating.
- If the tap breaks, remove the broken part using an extractor or by carefully drilling it out.
Misaligned Holes
- Use a center punch to mark the exact location of the hole.
- Drill a pilot hole to guide the drill bit and prevent wandering.
- Clamp the workpiece securely to prevent movement during drilling.
- If the hole is misaligned, re-drill it using a larger drill bit to correct the alignment.
Tapping Difficulties
- Ensure the tap is the correct size and thread type for the hole.
- Use a tapping fluid or lubricant to reduce friction and prevent galling.
- Apply gradual pressure while tapping and avoid overtightening.
- If tapping becomes difficult, back the tap out and clean the threads before continuing.
FAQ Overview: Starrett Drill And Tap Chart
What materials are covered by the Starrett Drill and Tap Chart?
The chart covers a wide range of materials commonly used in metalworking, including steel, aluminum, brass, and plastic.
How can I troubleshoot common issues that may arise during drilling and tapping?
The chart provides helpful tips and solutions for resolving common problems such as broken taps, misaligned holes, and tapping difficulties.